|
 |
 |
|
|
 |
 |
 |
|
| 9.指穴の加工 |
|
| このページでは、適正な基準ピッチに調整された竹製フルートの管サイズ(ベースサイズ)に対して行う指穴開け加工について説明しています。 |
|
 指穴位置図面の作成 指穴位置図面の作成 |
|
| 前章(Chapter 8)のプロセスを経て、先ず、下図のような簡易CADソフトで作成した指穴位置図面を用意します。 |
| (2次元CADソフト/お薦め)← 2023.10現在のリンク確認済み →(操作マニュアル) |
|
 |
|
| CAD図面作成例 |
|
| パソコンによるCAD操作が苦手な方は、手書きの図面でも構いませんが、指穴位置のクロス・ターゲットをできる限り正確にプロットします。 |
|
|
|
| ベースサイズ指穴位置規準線の確認 |
|
| 下図に従って、作成したベースサイズの指穴位置基準線(即ち、ベースサイズの基準面)を確認してください。 |
|
 |
|
| 指穴位置計算表の指穴位置基準線許容値 |
|
| 通常、ベースサイズ管尻側の形状がこの許容値内であれば、図面上の指穴位置基準線は、指穴位置計算表の原点と同じになります。 |
|
| 尚、前ページ(Chapter 6~8 )のガイダンスに沿って作成した場合は、管尻部の形状がこの図より若干長めになっているかも知れません。 |
|
|
|
| 穴開け用図面の作成 |
|
| プリントアウトしたCAD図面の裏面側から、中心線に沿って、必要な長さの両面テープ(幅20~25mm程度)を貼り付けた後、予め図示されたガイド線に合わせて幅方向をカットします。 |
|
| この作図例のように、表面用と裏面用2種の図面が必要です。 |
|
 |
|
 |
|
| 穴開け用図面作成例 (表面用と裏面用) |
|
| 尚、この2種類の作図例では、管尻側のデザインが下図のような形状(標準より管尻が長い)の為、CAD図面の基準線を増加分だけ右方向にシフトさせ、ダミーの基準線上でカットしていますが、管尻側のデザインが前項(指穴位置規準線)の許容値内であれば、このような指穴位置基準線のシフトは必要有りません。
|
|
 |
|
| 前記の指穴位置計算表の基準線許容値(7mm)を確認し、それより管尻部が長いデザインの場合は、その増加分だけ基準線を右方向にシフトさせた位置でカットするようにします。 |
|
|
|
| 指穴位置図面の貼り付け |
|
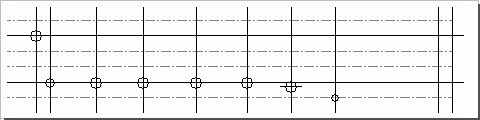
| 先ず、下図のようにベースサイズ確認後の管体表面にマスキングテープ(紙テープ)を貼り、その上から指穴位置図面を両面テープで固定します。 |
|
| 作成図面の指穴位置基準線(カット位置)をベースサイズの管尻側端面に合わせて貼り付けます。 |
|
| その際、既に加工済みである歌口中心と管尻穴の中心を結ぶライン上に指穴が一直線上に並ぶよう正確に図面を貼り付けます。 裏穴用の図面も同じ方法にて貼り付けてください。 |
|
 |
|
| 穴開け位置図面の貼り付け |
|
| 両面テープは穴開け時の割れやエッジ部のバリ防止となります。又、マスキングテープは、穴開け後の両面テープを簡単に剥がすことができます。 |
|
 |
|
| 図面貼り付けの例 |
|
|
|
| 指穴開け加工 |
|
| 木工錐(きり)で、図面上のクロス・ターゲットに合わせて正確な位置に揉み込みを行い、さらに電動ドリルで全ての指穴のセンター位置にガイド穴(φ1.5~2.0mmの貫通穴)を開けておきます。 |
|
| 以後は、指穴位置計算表で算出された予想指穴径より細いドリル刃(*)を使用して下穴を開けるようにします。 |
|
| (*)下穴径が大き過ぎると以後のピッチ修正が困難となりますので、特に初めて使用する竹材の場合では、算出された予想値より、1~2mm程小さめのドリル刃を使用して下穴を開けるようにします。 |
|
| 最初に第1指穴(管尻に一番近い指穴)を開け、第2音(FスケールではG4音)のピッチを確認し、さらに第2指穴(A4音)を開けてピッチを確認することで、以後の下穴径のサイズ(予想径に対してどの位小さく開ければ良いか)を判断します。 |
|
| 電動ドリル(できれば、卓上電動ボール盤)を使用して下穴加工を行いますが、金属加工用のドリル刃は振動によりヒビ割れや指穴エッジ部の表皮剥がれの懸念がある為、先端がフラットな木工用ドリル刃を使用します。 |
|
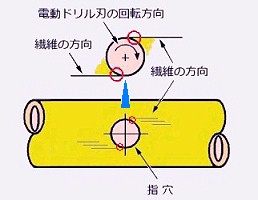
電動ドリルで穴開けを行う場合、下図の赤丸  で囲んだ部分がドリルの回転力により表皮が最も剥がれ易い部分です。 で囲んだ部分がドリルの回転力により表皮が最も剥がれ易い部分です。 |
|
| 一般的には穴径が大きい程、ドリルの回転数を落とすようにしますが、さらにドリル刃の送り量を抑制して、食い込みによる表皮の剥がれやヒビ割れ等を起こさないよう慎重に作業を行います。 |
|
 |
|
 |
|
| 穴開け加工例 |
|
|
|
| 木工用ドリル刃について |
|
| ホームセンターの店頭にある木工用ドリル刃は、殆どが正寸のもので、多分0.5mm単位のものは入手できないかも知れません。従って、下穴を開ける場合は余り無理をせず、常に小さめのドリル刃径を選択するようにします。 |
|
| 電動ドリル・ドライバーでの使用は、先端がネジタイプのものではなく、先三角タイプの木工用ショートビットを使用します。 |
|
| 先端ネジタイプ(左)は不向きで、先三角タイプ(右)のドリル刃は、回転力により錐がスムーズに入ります。 |
|
 |
|
 |
|
|
|
| × |
|
○ |
|
|
| 木工用ショートビットサイズ表 |
|
 |
|
|
 |
|
 |
 |
| |
 |